


联系我们

当前位置:
天津 恒永兴金属材料销售
有限公司 >温州本地行业频道
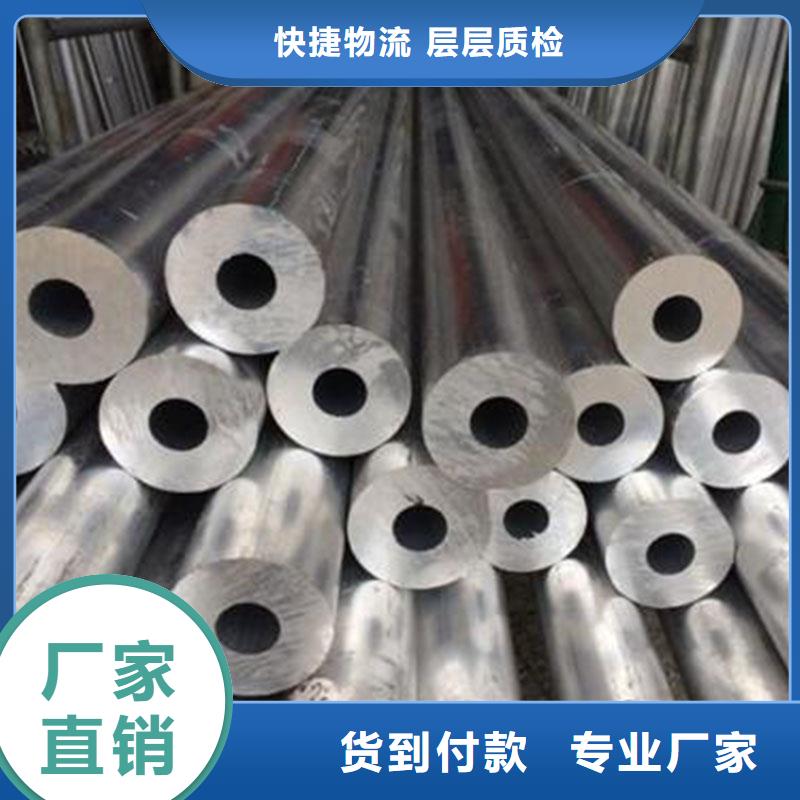
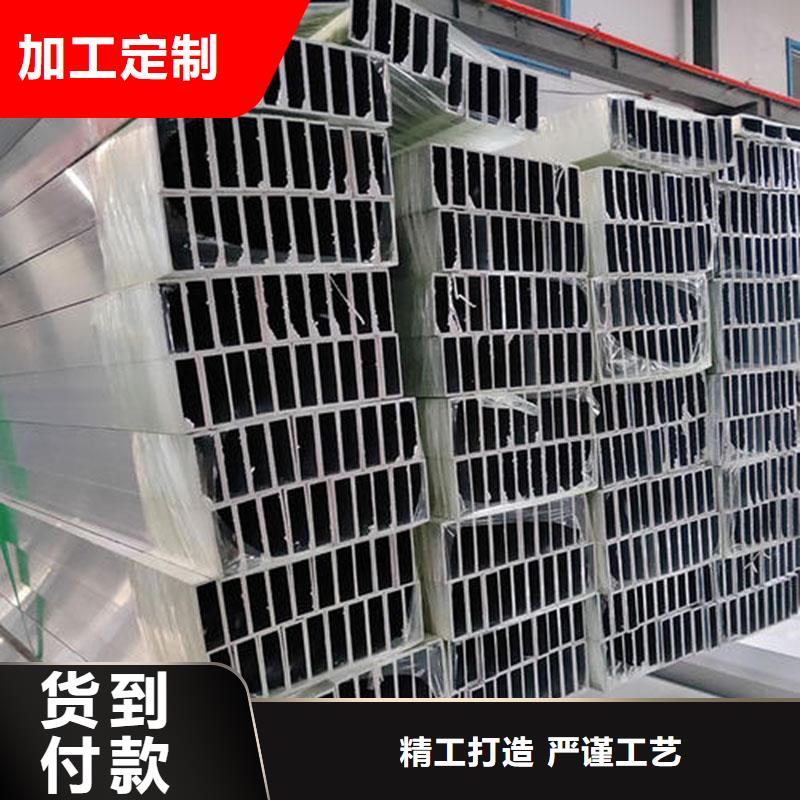
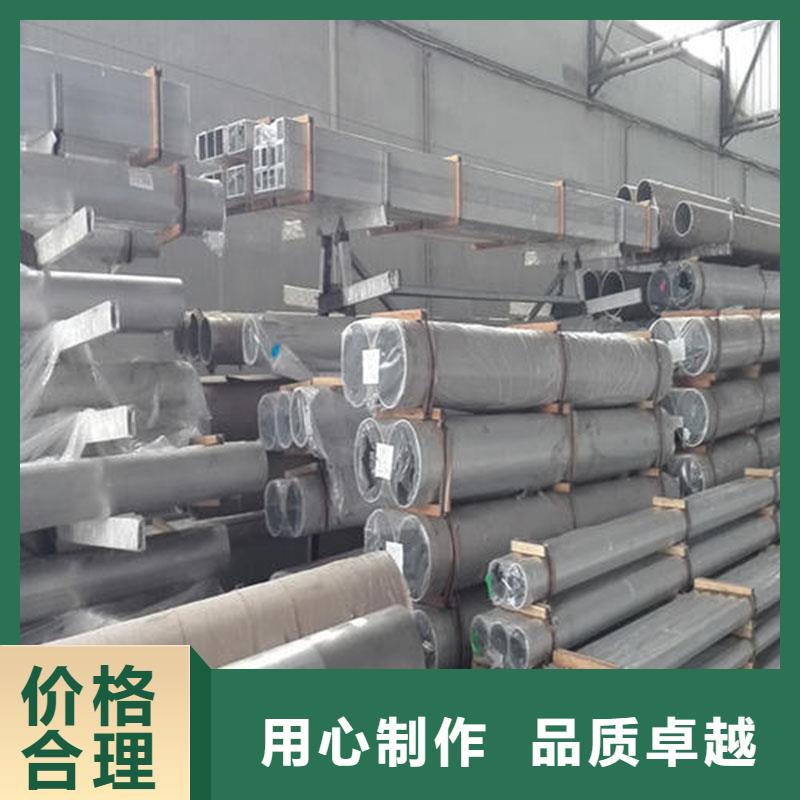
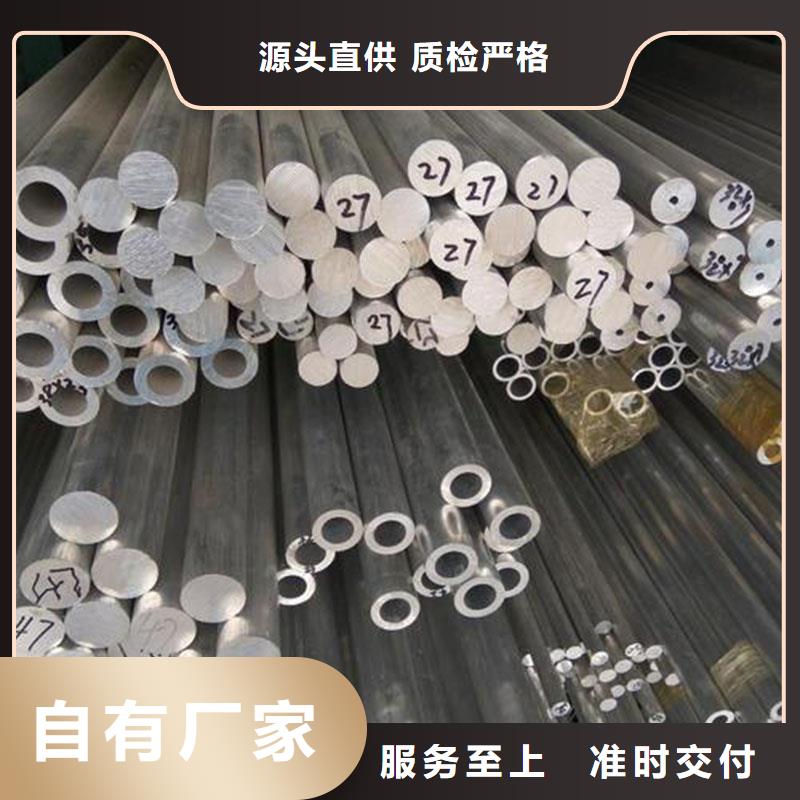
铝合金型材_檐沟安装简单
更新时间:2025-04-23 20:50:07 浏览次数:7 公司名称:天津 恒永兴金属材料销售 有限公司
以下是:铝合金型材_檐沟安装简单的产品参数
| 品牌 | 恒永兴 |
|---|---|
| 规格 | 齐全 |
| 价格 | 电议 |
以下是:铝合金型材_檐沟安装简单的图文视频


铝合金型材_檐沟安装简单,恒永兴金属材料销售
有限公司为您提供铝合金型材_檐沟安装简单,联系人:李经理,电话:022-86869388、18802286588,QQ:554918566,请联系恒永兴金属材料销售
有限公司,发货地:天津北辰区双街镇京津路西(北方实业发展有限公司内)发货到浙江省 温州市 鹿城区、龙湾区、瓯海区、洞头区、永嘉县、平阳县、苍南县、文成县、泰顺县、瑞安市、乐清市。 浙江省,温州市 温州市,简称“瓯”,浙江省辖地级市,长江三角洲中心区城市,是国务院批复确定的东南沿海重要的商贸城市和区域中心城市,位于浙江省东南部,东濒东海、南毗福建省、西及西北部与丽水市相连、北和东北部与台州市接壤;地势自西向东呈梯状倾斜,为中亚热带季风气候区;截至2021年,全市辖4个市辖区、5个县,代管3个县级市,陆地面积12110平方千米,海域面积8649平方千米;2022年,温州市户籍总人口831.8万人,常住人口967.9万人。
铝合金型材_檐沟安装简单的详细视频已经上传,通过视频,您可以更深入地了解产品的功能和特点。
以下是:铝合金型材_檐沟安装简单的图文介绍


铝型材,就是铝棒通过热熔、挤压、从而得到不同截面形状的铝材料。那么铝型材与传统机械制造材料相比,有哪些方面的优势呢?铝型材与传统机械制造材料相比,如碳钢和不锈钢材料相比,使用高强度工业铝挤压型材具有以下优势:1.制作过程简单:只需设计、切断/钻孔、组合即可完成;而传统材料通常要经过设计、切断/钻孔、焊接、喷沙/表面处理、表面喷涂、表面阳极氧化等复杂过程。2.材料可重复使用:由于使用工业铝型材的机件在全部制作过程中没有热焊接,所以各部件可很方便的拆卸,所有材料和附件都可重复使用;而传统材料由于切割变形和高额拆解成本等原因事实很少重复使用。3.节省工时:由于制作过程简单,可节省大量工时成本;尤其是在由于制作错误而返工时,比使用传统材料可节省几倍的工时。4.制作精度高:由于制作过程没有经历热焊接,材料无变形,所以装配精度高;而使用热焊接的传统材料则不可避免的要出现变形,从而影响*终装配精度5.外观华丽:使用工业铝型材的设备外观更具现代感,其特有的阳极氧化镀膜比现有的各种涂装方法更加牢固稳定。



恒永兴金属材料销售 有限公司秉承“以用户需求为导向,以增值服务为驱动力”的经营理念,本着“诚信、真实、进取、法治”的企业价值观,弘扬工匠精神,以科技创新为动力,以用户满意为宗旨,以持续改进和标准化管理为手段,以管理求效益,以服务赢得客户,期待与员工客户朋友携手合作,共创【浙江温州低中压锅炉管】美好明天!


多数物品的建筑过程中,所使用的材料数量上都会很多,而有些材料其实本身包含到很多特点,所以若可以安稳的操作好,一些其他的物品甚至于还能够省略掉,铝材就是在这么一个材料,铝材现在有着不少类型区分,当然有些类型的使用地点其实得明确一些,那么航空铝材的优缺点?铝材挑选注意哪些事?航空铝型材一般是指7系铝合金型材,7系铝合金是所有铝合金中硬度值*高的,航空铝型材不可以进行焊接,只能采取其他方法连接。而普通的建筑,工业铝型材可焊接,所以应用领域更广。航空铝型材一般是指7系铝合金型材,而普通铝型材是我们日常生产生活中会用到的,一般是6系铝合金型材,像建筑铝型材,工业铝型材等都是普通的6系铝合金型材。1、航空铝型材不可以进行焊接,只能采取其他方法连接。而普通的建筑,工业铝型材可焊接,所以应用领域更广。2、铝型材的硬度越高成型越难,所以航空铝型材造价非常高。而我们普通的6系铝合金(*常用的6063,6061等)硬度中等,挤压易成型,生产成本低。3、7系铝合金耐腐蚀性能非常差,所以表面必须要经过特种工艺处理,又增加了成本。6系铝合金本身就有一定的抗腐蚀性能,表面如果进行阳极氧化,更能大大提高耐腐蚀性能。
铝材挑选注意哪些事:1、查看产品出厂合格证,注意出厂日期、规格、技术条件、企业名称和生产许可证编号。2、仔细察看产品的表面状况,产品应色彩鲜亮,光泽好,表面不能有明显的擦划伤、气泡等缺陷。3、一定要注意产品的壁厚,门、窗料的产品厚度应不小于1.2mm。4、注意产品表面涂层的厚度,阳极氧化产品的膜厚不低于10μm,电泳涂漆产品的膜厚不低于17μm,粉末喷涂的涂层厚度不超出40-120μm范围,氟碳漆喷涂产品应在二涂以上,不能低于30μm。5、沿海地区的用户*好选择耐蚀性能较好的电泳涂漆型材、粉末喷涂型材或氟碳喷涂型材产品。6、日常维护时不能用刷子等其他硬物作为清洗工具,应选择柔软的棉纱和棉布。
铝材挑选注意哪些事:1、查看产品出厂合格证,注意出厂日期、规格、技术条件、企业名称和生产许可证编号。2、仔细察看产品的表面状况,产品应色彩鲜亮,光泽好,表面不能有明显的擦划伤、气泡等缺陷。3、一定要注意产品的壁厚,门、窗料的产品厚度应不小于1.2mm。4、注意产品表面涂层的厚度,阳极氧化产品的膜厚不低于10μm,电泳涂漆产品的膜厚不低于17μm,粉末喷涂的涂层厚度不超出40-120μm范围,氟碳漆喷涂产品应在二涂以上,不能低于30μm。5、沿海地区的用户*好选择耐蚀性能较好的电泳涂漆型材、粉末喷涂型材或氟碳喷涂型材产品。6、日常维护时不能用刷子等其他硬物作为清洗工具,应选择柔软的棉纱和棉布。



双色铝型材生产过程中要注意的十个问题:(1)选择宽度、厚度适中的贴膜;由于铝型材加工断面形状复杂,外表向宽、窄悬殊较大,容易将飞边吹起,降低贴膜的遮盖能力,影响喷涂质量。贴膜过窄,则遮盖不住,显然不能喷涂。另一方面,在选择贴膜厚度时,只要能遮盖,具有弹性即可,不一定选择太厚的贴膜,因太厚的贴膜将增加铝型材加工生产成本,而且也没有必要。(2)贴膜后及时喷涂。型材贴膜以后,应及时进行喷涂,停放时间越短越好。如果停放时间太长,由于贴膜上的胶干燥,失去粘度,特则是经风一吹,贴膜脱落,导致喷涂同难。因此,为了确保贴膜及喷涂质量,一般贴膜以后的停放时间不要超过16h。(3)选样粘度适中的贴膜。在双色铝型材加工生产中,贴膜的合理选择是关键。贴膜的粘度过低则贴不住。贴膜容易脱落,给喷涂带来相当大的难度。贴膜的粘度过大,说明贴膜上的胶比较多,当贴膜撕掉后,容易将贴膜上的胶粘在型材上,影响型材的表面质量,另一方面,在选择贴膜时,尽可能选用胶的成分与涂漆成分一致或相接近,这样可减轻对漆膜色泽的影响。山东铝型网(4)确定颜色、分界面及分界线。铝型材加工在喷涂之前,一定要根据型材的使用功能以及客户的要求(合同要求),分清每个面所要喷徐的颜色,分界面是哪个面,分界线是哪条线,在什么位置:一般来说,内侧是浅色,外侧是深色在弄清了分界面、分界线及颜色的要求之后才能贴膜,要注意千万不能将膜的位置贴错。(5)贴膜质量:贴膜是双色铝型材加工加工中的一道关键工序,贴膜质量的好坏,直接影响到铝型材加工的表面质量,主要包括以下几个方画:一是贴膜时尽可能不要使贴膜形成过大的张力,也就足说不能使贴膜发生变形,否则贴好后的贴膜容易收缩,使铝型材加工两端出现无贴膜现象;另一方面,铝型材加工两端贴膜断开时,要用刀片切开,而不能拉断,否则,拉断的贴膜仍然要收缩;二是贴膜宽度要与贴面宽度相吻合,一般情况下,贴膜宽度稍大于铝型材加工的贴面宽度,若是贴膜过宽,超出铝型材加工边缘过多,当喷涂时,容易被压缩空气吹起,若是贴膜过窄,不能完全遮盖,显然是不行的;四是贴面分界线在沟槽边缘时,一定要将;贴膜的飞边压入沟槽内,否则,喷涂时气流容易将贴膜吹起,影响铝型材加工喷涂质量;五是贴膜时,一定将贴膜贴平,防止皱折、卷缩等现象;六是对于断面形状复杂的型材,如果一次贴膜困难时,可以分两次或多次贴膜,保证贴膜的覆盖质量;七是对一些壁厚较薄或悬臂较大等特殊断面的铝型材加工,贴膜时不能压得太紧,一定要注意不能使铝型材加工产生变形;八是 次喷涂后,铝型材加工的停放时间不能过长,否则会使型材表而落上灰尘,导致贴膜困难,从而影响贴膜质量:山东铝型材模具厂(6)严格执行贴膜工艺。铝型材加工贴膜必须经过 次喷涂后再贴,不允许型材铬化后直接贴膜,这是因为贴膜上有胶,如果直接将贴膜贴在铬化层上,胶就会粘在铬化层上,或者撕贴膜时,就会将铬化层,撕掉,这样就会大大降低漆膜的附着力,*终影响铝型材加工的喷涂质量,导致漆膜脱落,其后果不堪设想。(7)撕膜时间。铝型材加工经贴膜、喷涂以后,要撕去贴膜,但不能喷涂后马上就撕去贴膜,要控制好撕膜。-般来说,喷涂后经过流平,漆膜基本凝固,这一过程不能少于10min.然后才能撕去贴膜撕膜。否则,漆膜未开,撕膜的过程中容易将贴膜落在铝型材加工上,影响漆膜质量。另一方面,撕膜的时候动作要快,以免影响撕膜质量。(8)避免多次返工。在双色铝型材加工生产过程中,由于各种因素影响,返工是不可避免的,但是每返工一次就要增加一次固化。对漆膜来说。多次喷涂,漆膜厚度不断增加,再经多次固化,降低了漆膜附着力,容易造成漆膜脱落。因此,在双色铝型材加工的生产中尽可能避免多次返工。广东铝型材模具厂(9)膜厚的合理控制、双色铝型材加工生产是要经过两次以上的喷涂,如果我们还像单喷那样操作,就会导致有的面漆膜较厚,有的面漆膜较薄,从而引起膜厚严重不均匀。因此在喷涂时就要进行合理控制, 次喷徐时,只需对着面重点喷涂,而另一面可以不涂或少涂。第二次喷涂叫,闪样尽可能对需要的面重点喷,其他面不喷或少喷,同时还要根据 次喷涂情况以及选用的涂漆颜色.合理地控制第二次喷涂厚度,但必须保证第二次喷涂对前一次喷涂的浚盖效果。(10)喷涂顺序双色铝型材加工,需要涂上两种颜色,有两种颜色必然存在深色与浅色,喷涂必然有先有后,喷涂前必须要考虑哪种颜色先喷,哪种颜色后喷,要根据具体情况而定,若是先喷浅色、后喷深色,则先喷涂的浅色就要经过两次固化,即两次烘烤,容易将浅色烘烤变色,若是先喷深色、后喷浅色,则后喷浅色对前喷深色的覆盖性受到一定影响,要想覆盖深色就要增加漆膜厚度,但是漆膜厚到一定的程度后,又容易产生脱膜现象。因此。在实际生产中,采用先浅后深的工艺较为可行。

铝合金型材_檐沟安装简单,恒永兴金属材料销售
有限公司为您提供铝合金型材_檐沟安装简单的资讯,联系人:李经理,电话:022-86869388、18802286588,QQ:554918566,发货地:北辰区双街镇京津路西(北方实业发展有限公司内)。